

联系人:卞经理
手机:17652158158
电话:0515-88860080
邮箱:jscys_automation@163.com
网址:www.jscyszdh.com
地址:江苏省盐城市亭湖区新园路95号1号
在助力机械手随位平衡控制时,可以将信号气体压力PI以及PI的数值输入到第门或者级信号的对比以及分析研究,而个或者级传输出两个信号的气体压力之间中数值比较大气体压励,基于同样的道理,法兰自动焊原理可以把门或者级输出的信号气体压力和气缸设备的输出端口具有的反馈气体压力P进入到第二门或者级数据的对比以及分析研究,级把两个信号气体压力中比较大的数据当做输出数据,对于基本气体控制阀设备的输出压勵值进行调整和约束,法兰自动焊原理能够让机械手设备的气缸端以及负载端的力矩数值维持平衡,能够让气缸可以持续的对机械手设备负载端的力臂数值进行动态平衡,从完成机械手设备的随位平衡调节。

1,法兰自动焊原理支持各种角铁类型。2、只需输入角铁下料尺寸即可,无需示教,无需编程使用更方便。3,焊接范围240*240到1500*3500根据角铁参数自动定位。4、法兰自动焊原理控制系统经过严格多项可靠性测试,如EFT(电快速瞬变/脉冲群)、EMC(电磁兼容性)、ESD(静电放电测试)、高低温震动、跌落等。

1.不需要,人工进行操作的通用型。它是一种独立的不附属于某一主机的装置。法兰自动焊原理它可以根据任务的需要程序编制,以完成各项规定的进行操作。2.需要人工才做的,成为操作机。它起源于原子、军事工业,先是通过操作机来完成特定的作业,后来发展到用无线电讯号操作机来进行探测月球等。工业中采用的锻造操作机也属于这一范围。3.法兰自动焊原理专用型,主要附属于自动机床或自动化流水线上,用以解决机床上下料和工件传送,这类产品在国外为“MechanicalHand”它是为主机服务的,由主机驱动;除少数外,工作程序一般是固定的,因此是专用的。

法兰自动焊原理根据工件的形状特点,选取合适的支撑点和夹紧点,-般选用吸盘和夹紧块。也有其安装导向杆,利用工件孔,使工件夹持更平稳、准确。法兰自动焊原理机械手的夹具在使用中会涉及到与工位夹具和工位器具的配合使用,所以在调试过程中,要避免与工位夹具干涉,存放工件的工位器其也要避免与机械手的夹具干涉。

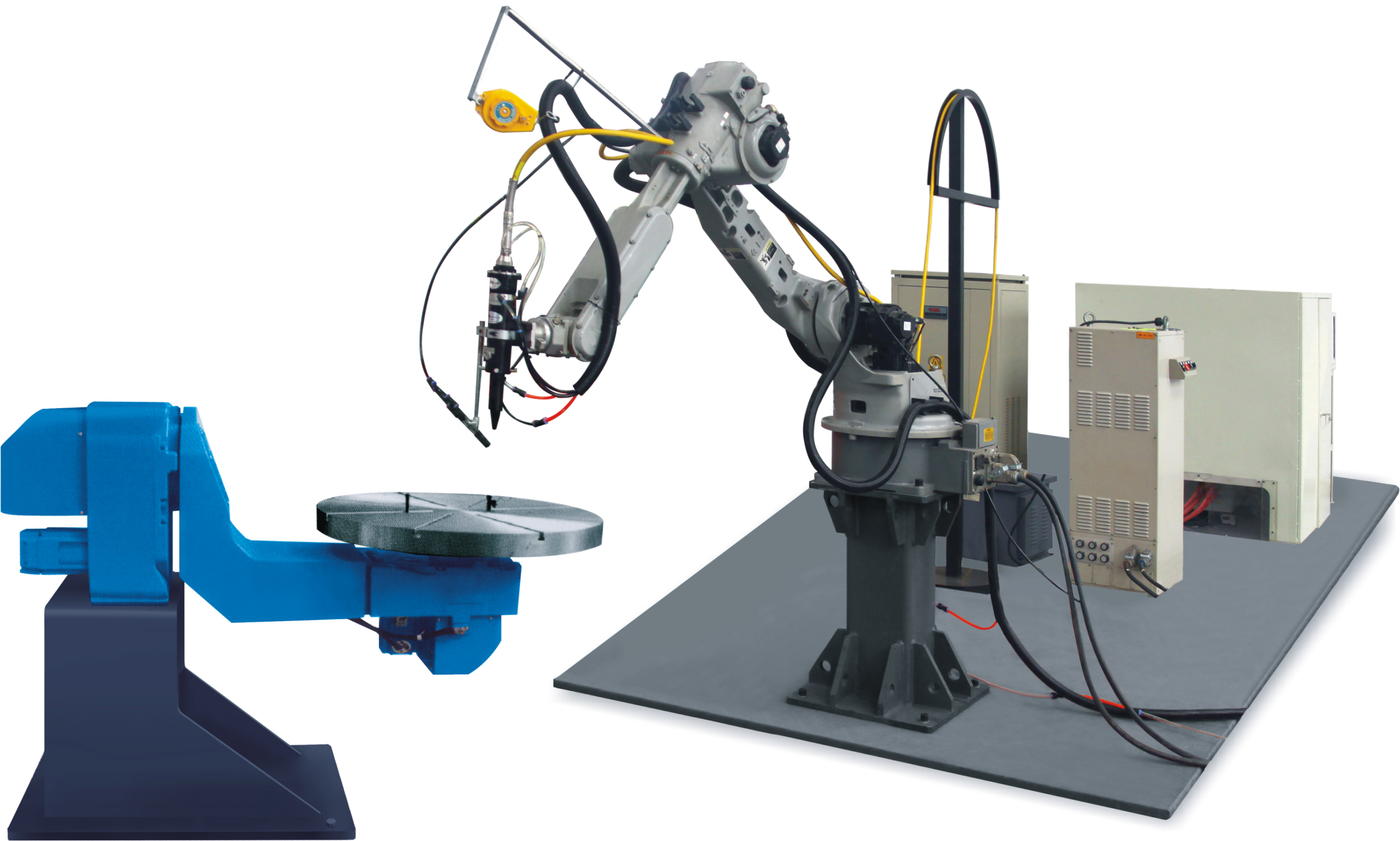
法兰自动焊原理基本原理是使用负载检测及气板馈对吊运的工件实现自动平衡,以便使工件”悬浮”于空中。这样在一定的空间内,操作者只需对工件应用较小的推力或拉力,就可以破坏气压平衡,使工件轻松、效的实现自由搬运。机械手随位平衡系统由臂1、臂2、臂3、转轴、控制系统及其控制的标准气缸活塞杆组成;控制策略。法兰自动焊原理调节和控制主气控阀的输出励,使负载端与标准气缸端的力矩相等,从而使标准气缸能主动、实时地平衡机械手负载端力臂的变化,实现机械手随位平衡;

法兰自动焊原理随着近些年来汽车制造的投资力度不断加大,当前在汽车制造和维修过程中,自动化机械得到了较为广泛的使用。在这些自动化机械中,助力机械手是较常见的一类。助力机械手基于人机工程学构思,法兰自动焊原理有着较为显著的人机互助特性,很适合对汽车仪表板、座椅、蓄电池、天窗、轮胎以及挡风玻璃等进行安装,同时在汽车维修中也可使用助力机械手。

地址:江苏省盐城市亭湖区新园路95号1号

微信公众号



