

联系人:卞经理
手机:17652158158
电话:0515-88860080
邮箱:jscys_automation@163.com
网址:www.jscyszdh.com
地址:江苏省盐城市亭湖区新园路95号1号

角铁法兰自动焊原理当搬运大质量工件时,由于运动惯性较大,空载和负载压力相差很大,在搬运和装配时很难适应快节拍的要求,在气路控制上可分别利用实时调整1口和2口的压力提起工件,高低压的切换只需要实时调整单一控制压力即可。该产品广泛应用于汽车生产,大大减轻了工人的劳动强度,角铁法兰自动焊原理使工人脱离了繁重的体力劳动放出来,大大提高了劳动生产率和工业自动化程度,为企业节省了人员成本并带来了显著的经济效有效增强利润、企业适应市场的能力和企业产品的市场竞争力。
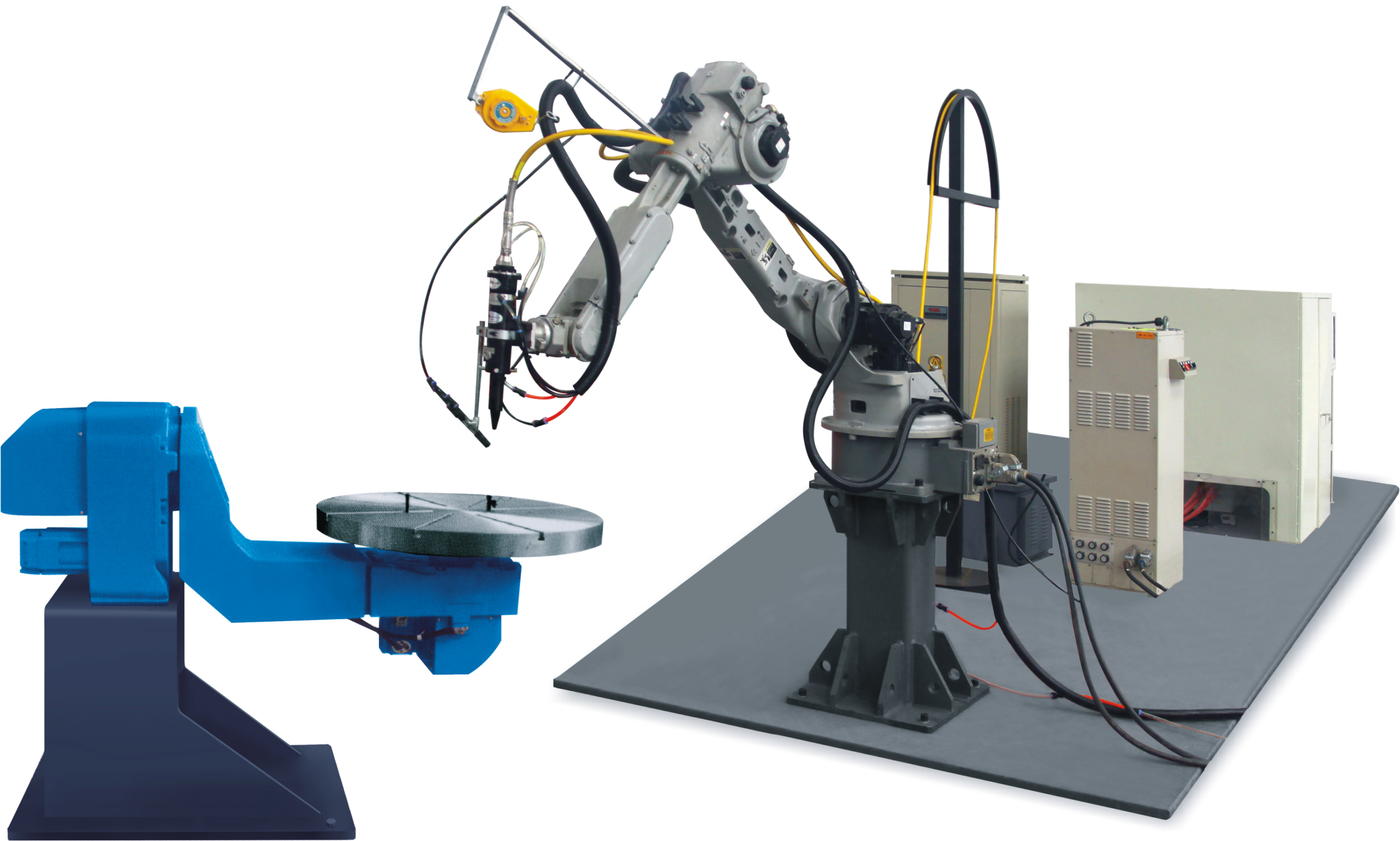
角钢法兰自动焊主要配置:1.角铁法兰自动焊原理全系安科特伺服电机。2.导轨采用台湾上银导轨。3.齿条是研磨7级,正负差为2丝。4.系统采用德国mimis系统,程序操作直观简单不需要任何编程。角钢法兰自动焊主要参数:1.加工行程1500*1500-4000*1500。2.角铁法兰自动焊原理加工角钢范围3#4#5#(国标非标镀锌.碳钢.不锈钢),3.焊枪手动微调50mm。4.焊枪行走速度0-50mm/s。5.控制电源220V。6.机身长度5000*2000*1300。

角铁法兰自动焊原理在实际的自动化流水线生产中,驱动机器人的电机,常常被供以低水平的速率控制环路,这种环路需要预先设定的角速度作为参考输入,并且稳定电机的角速度到这个值上。如果这个调节环路非常有效,那么自动化流水线设备设定速率值和实际速率之间的差将会很小,角铁法兰自动焊原理即使是在设定速率值和电机的负载连续变化的时候(至少在一定范围内)。也可以相反过来让我们把设定速率看做一个自由控制变量,很多工业上应用的机械手臂的配套控制器都是基于这一原理。

自动化流水线是在流水线的基础上逐渐发展起来的。它不仅要求线体上各种机械加工装置能自动地完成预定的各道工序及工艺过程,角铁法兰自动焊原理使产品成为合格的制品,而且要求在装卸工件、定位加紧、工件在工序间的输送、工件的分拣甚至包装都能自动地进行,使其按照规定的程序自主动工作,角铁法兰自动焊原理我们把这种自动工作的机电―体化系统称为自动生产线。

角铁法兰自动焊原理在操作原理上,助力机械手要使平衡气缸,驱动一个杠杆结构,对机械臂的负载进行平衡。而气缸是可以被调整的,其作用为简单的升降运动,手动作用到夹具上。在此过程中,有两条独立的气体回路,可以给气缸进行通风。条气动系统的作用是对机械臂和操作夹具作出重量平衡,角铁法兰自动焊原理此平衡被称为零负载平衡。而第二条气动系统可以对机械臂、需要搬运的工件以及操作夹具作重量平衡,这一平衡被称为负载平衡,两条气动系统可以切换。

地址:江苏省盐城市亭湖区新园路95号1号

微信公众号



