

联系人:卞经理
手机:17652158158
电话:0515-88860080
邮箱:jscys_automation@163.com
网址:www.jscyszdh.com
地址:江苏省盐城市亭湖区新园路95号1号
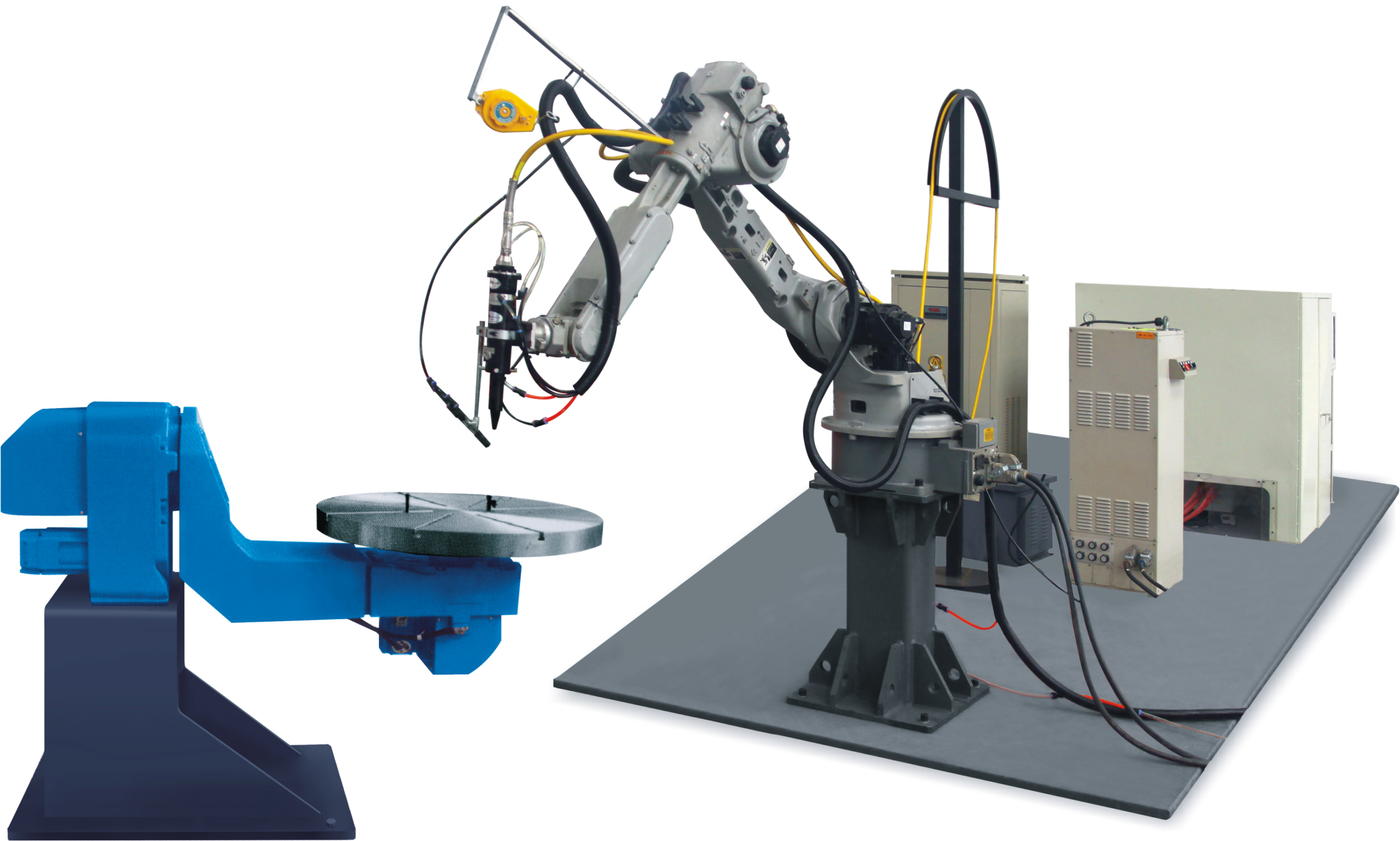
角钢法兰自动焊主要配置:1.全气动助力机械手原理全系安科特伺服电机。2.导轨采用台湾上银导轨。3.齿条是研磨7级,正负差为2丝。4.系统采用德国mimis系统,程序操作直观简单不需要任何编程。角钢法兰自动焊主要参数:1.加工行程1500*1500-4000*1500。2.全气动助力机械手原理加工角钢范围3#4#5#(国标非标镀锌.碳钢.不锈钢),3.焊枪手动微调50mm。4.焊枪行走速度0-50mm/s。5.控制电源220V。6.机身长度5000*2000*1300。

全气动助力机械手原理工作时,操作人员将机械手拉到工作地点,将手柄下压,以具上的定位装置作为定位基准,对工件开展夹紧,这时将负载压力切换成高压,提起工件后,依据需要将工件开展翻转等动作。全气动助力机械手原理当工件装配完毕后,再将负载压力切换成低压。机械手在高低压状态时可在任意位置保持平衡。在正常情况下,机械手不会自行滑动或转动,当机械手带载或脱载运行时均可按下制动开关,将机械手停在空间任意位置。

在自动化流水线自动控制概念中,通过模拟机械手臂的运动控制,更倾向于采用速率控制输入的模型,而不是力矩控制输入的模型。这一选择的关键缘故以下:全气动助力机械手原理运动学模型比动力学模型更简单。特别的,不需要引入大量的矩阵制的方程,这些方程的确定要依赖于大量的关于结构质量等参数,全气动助力机械手原理对于许多自动化流水线应用来说,我们没有必要正确知道所有这些量的具体数值。
全气动助力机械手原理基本原理是使用负载检测及气板馈对吊运的工件实现自动平衡,以便使工件”悬浮”于空中。这样在一定的空间内,操作者只需对工件应用较小的推力或拉力,就可以破坏气压平衡,使工件轻松、效的实现自由搬运。机械手随位平衡系统由臂1、臂2、臂3、转轴、控制系统及其控制的标准气缸活塞杆组成;控制策略。全气动助力机械手原理调节和控制主气控阀的输出励,使负载端与标准气缸端的力矩相等,从而使标准气缸能主动、实时地平衡机械手负载端力臂的变化,实现机械手随位平衡;

地址:江苏省盐城市亭湖区新园路95号1号

微信公众号



