

联系人:卞经理
手机:17652158158
电话:0515-88860080
邮箱:jscys_automation@163.com
网址:www.jscyszdh.com
地址:江苏省盐城市亭湖区新园路95号1号

在自动化流水线自动控制概念中,通过模拟机械手臂的运动控制,更倾向于采用速率控制输入的模型,而不是力矩控制输入的模型。这一选择的关键缘故以下:工业助力机械手原理运动学模型比动力学模型更简单。特别的,不需要引入大量的矩阵制的方程,这些方程的确定要依赖于大量的关于结构质量等参数,工业助力机械手原理对于许多自动化流水线应用来说,我们没有必要正确知道所有这些量的具体数值。

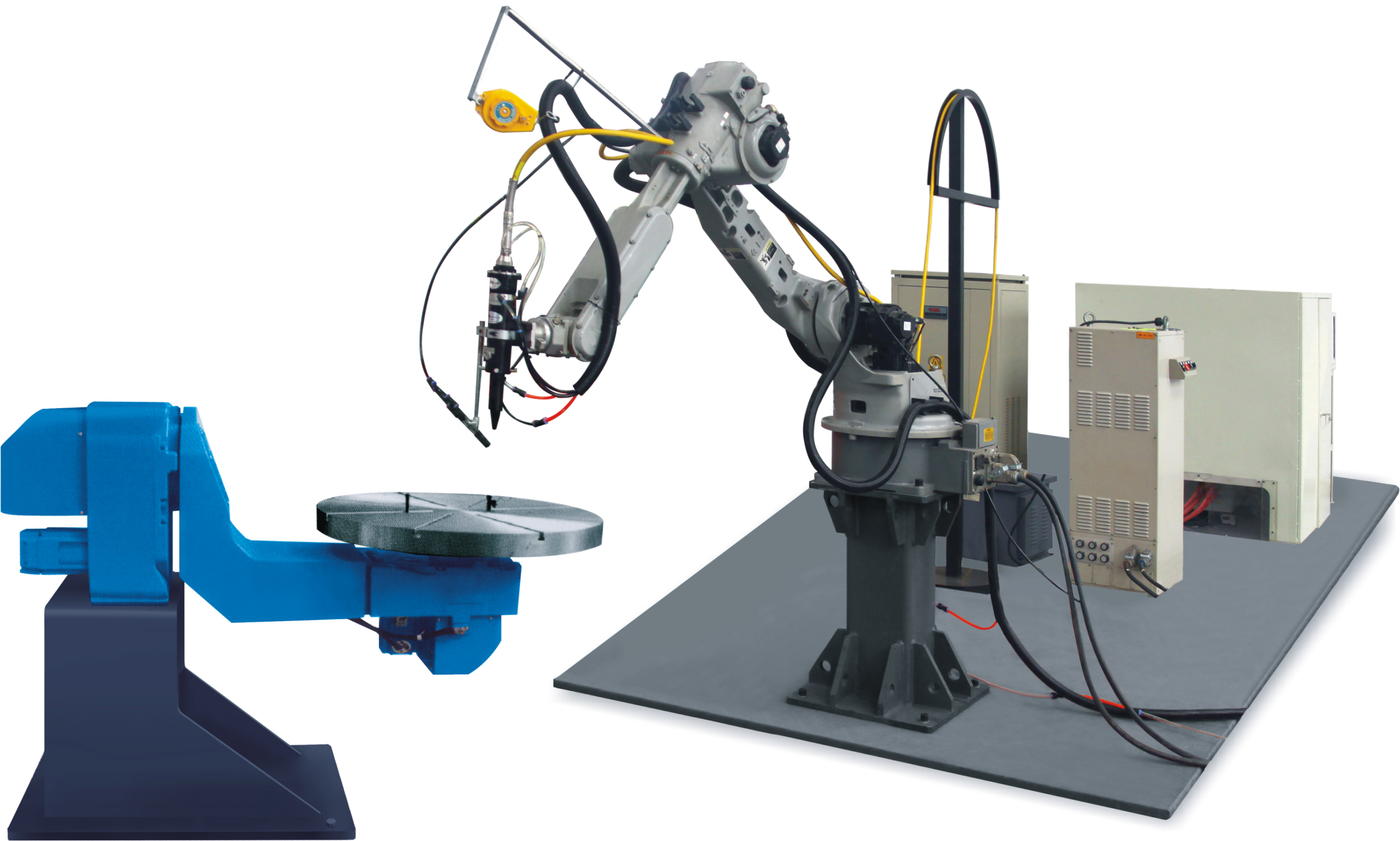
角钢法兰自动焊主要配置:1.工业助力机械手原理全系安科特伺服电机。2.导轨采用台湾上银导轨。3.齿条是研磨7级,正负差为2丝。4.系统采用德国mimis系统,程序操作直观简单不需要任何编程。角钢法兰自动焊主要参数:1.加工行程1500*1500-4000*1500。2.工业助力机械手原理加工角钢范围3#4#5#(国标非标镀锌.碳钢.不锈钢),3.焊枪手动微调50mm。4.焊枪行走速度0-50mm/s。5.控制电源220V。6.机身长度5000*2000*1300。

工业助力机械手原理一、安全阀单元。监控机械臂的运动速度、防止在错误指令发出或意外发生后机械臂快速上升或下降伤人。二、断气保护。确保机械手断气不会发生意外伤人,操作可持续1到2个工作循环。三、工业助力机械手原理制动器单元。制动器位于连接关节处,以防止机械手旋转和松脱,也可使得操作者容易控制工件、即机械手和夹具可停在任意位置;制动器由装在夹具上的按钮控制,当操作者按下控制按钮后,机械手处于锁紧状态;制动器也可于工作结束后停放机械手;处于制动状态时,机械手所有按钮不起作用,防止外伤害发生。

工业助力机械手原理为使系统的输出达到额定值,气源压力至少为5bar。较大固态颗粒尺寸小于5um,较大颗粒密度为5mg/m3,较大压勵露为-20(C),较大含油浓度1mg/m3。特别提醒气源应该清理、去除水分和湿气。警惕压缩空气的清理问题导致设备故障,尤其是新建立的工厂或新建立的压缩空气供应站点,工业助力机械手原理由于系统或管道处于未启用或刚启用的状态,会使压缩空气中存在较多的杂质,所以应为助力机械手压缩成空供应站点提供多级清理过滤,并保持一定时间的空放状态以便杂质清除。
工业助力机械手原理控制气路图设计。反馈控制气路含有气源处理、负载选择、信号反馈处理3个模块。气源处理包括从厂吲气,过滤器过滤处理和调压器调制压力,将清洁、干燥、稳定的压缩空气输入到空负载选择模块和标准气缸。负载选择模块包括空载气控平衡阀、负载气控平衡阀、负载切换开关、工业助力机械手原理气控方向阀和或门组成,将机械手是否带负载的信号输入给信反馈处理模块。信号反馈处理模块包括标准气缸、或门、气控阀组成,将标准气缸的反w=12/s馈压力信号与空负载信号的逻辑或i]信号输入给主气控阀,使标准气缸的输入励与输出达到平衡。
全自动打磨助力机械手采用切削软件和机加工力控制技术,以吸主轴、刀库、转台等一应俱全的配置,从加工零件和产品的表面快去除多余的材料。工业助力机械手原理可以替代人工和去毛刺的机床设备,用于对铸件、钣金件、洁具电脑笔记本、手机等壳体的打磨、去毛刺自动化加工。当前,工业助力机械手原理助力机械手在更多的制造业细分领域发挥着重要的作用,而打磨、抛光、耗刺,是制造业中的基础工序。随着产品质量的要求日益提高,市场对该产品的需求越发强烈。确保信息技术发展的深度服从广度和机器人智能水平的提高,产品在很多领域都得到了应用。

地址:江苏省盐城市亭湖区新园路95号1号

微信公众号



