

联系人:卞经理
手机:17652158158
电话:0515-88860080
邮箱:jscys_automation@163.com
网址:www.jscyszdh.com
地址:江苏省盐城市亭湖区新园路95号1号
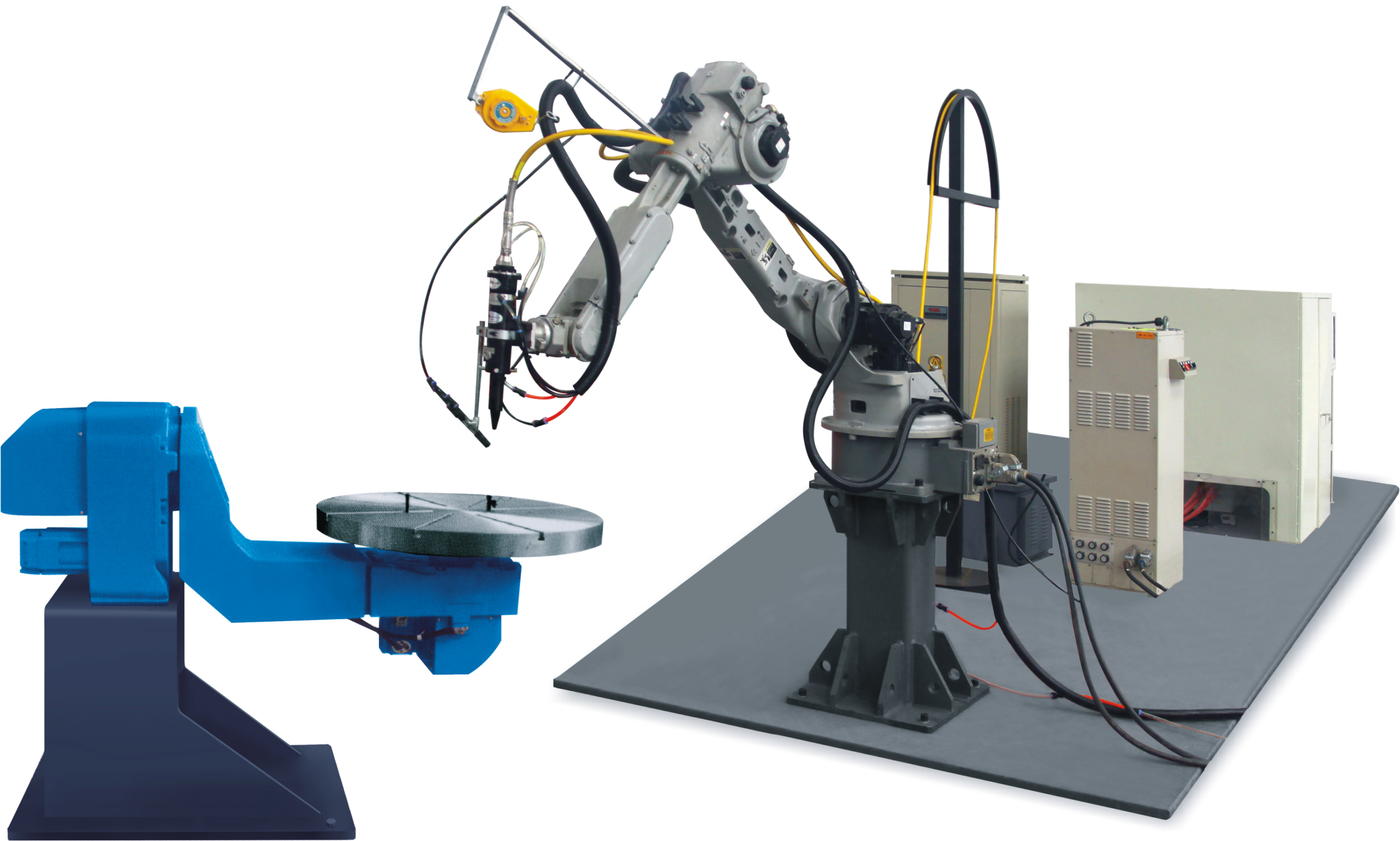
一、给出的時间应超过电动式和液压机构件的实行時间;二、法兰自动焊原理伸缩运动的速度要大于回转运动的速度,因为回转运动的惯性一般大于伸缩运动的惯性。在满足工作拍节要求的条件下,应尽量选取较底的运动速度。助力机械手的运动速度与臂力、行程、驱动方式、缓冲方式、定位方式都有很大关系,法兰自动焊原理应根据具体情况加以确定;三、在工作时间短、动作多的情况下,往往同时进行多种动作,因此驱动系统应采取相应措施,保证动作的同步。

1.法兰自动焊原理机床加工工件的装卸,特别是在自动化机床,组合机床上使用较为普遍。2.在装配作业中应用广泛,在电子行业中它可以用来装配印制电路板,在机械制造业中它可以用来组装零部件。3.可在劳动条件差,单调重复易疲劳的工作环境工作,以代替认的劳动。4.法兰自动焊原理可在危险场合下工作,如军工品的装卸、危险品及有害物的搬运等。5.宇宙及海洋的开发。6.军事工程及生物医学方面的研究和实验。

液压上料机械手要完成整个上料过程,需完成夹紧工件、手臂升降、伸缩、回转,法兰自动焊原理平移等一系列的动作,这些动作都应该在工作拍节规定的时间内完成,具体时间的分配取决于很多因素,法兰自动焊原理根据各种因素反复考虑,对分配的方案进行比较,才能确定。

法兰自动焊原理具体控制流程为:厂房空气经过气源处理模块处理后,分成1组动力气路和3组信号气路。动动气路依次通过单向阀、气控减压阀动力端口后,向标准气缸提供动力气源;一组信号气路依次通过手动液压换向阀和气控液压换向阀,法兰自动焊原理对来自负载气控平衡阀的负载信号进行通断选择控制;二组信号气路依次通过负载气控平衡阀和气控液压换向阀,为汽动液压换向阀提供负载信号;第三组信号气路依次通过控制气控平衡阀和或门,与来自气控液压换向阀的信号进行逻辑或处理。3组信号经换向选择和逻辑或处理后,为下一个或提供空载或负载信号,与来自标准气缸端的反馈气压信号进行逻辑或处理,将逻辑或信号输入给主气控平衡阀,使主气控平衡阀的输出动与标准气缸励相等,使机械手达到平衡。

法兰自动焊原理一、安全阀单元。监控机械臂的运动速度、防止在错误指令发出或意外发生后机械臂快速上升或下降伤人。二、断气保护。确保机械手断气不会发生意外伤人,操作可持续1到2个工作循环。三、法兰自动焊原理制动器单元。制动器位于连接关节处,以防止机械手旋转和松脱,也可使得操作者容易控制工件、即机械手和夹具可停在任意位置;制动器由装在夹具上的按钮控制,当操作者按下控制按钮后,机械手处于锁紧状态;制动器也可于工作结束后停放机械手;处于制动状态时,机械手所有按钮不起作用,防止外伤害发生。
助力机械手的平衡力各参数根据Excel计算得出后,需要进一步确定气缸运动到每个位置的平衡力大小,并找出极大、极小值。由此可以判断出气缸运动流程力输出的平稳性,法兰自动焊原理进而验证结构设计的合理性。我们在Excel.上编制了VBA语句,单击计算后,开始运算并采集数据,法兰自动焊原理得出助力机械手每个位置对应的平衡力大小。助力机械手平衡力数据进而关系到图表选项中,自动生成平衡力与平衡位置的关系图,非常直观的看到,较大平衡力发生在起始位置,最小平衡力大致位于运动的2/3阶段,助力机械手平衡力范围为区间明显。虽然助力机械手平衡力总体成曲线分布,但误差不大,平衡力输出相对稳定,验证了该结构可实现平衡要求。助力机械手平衡条件为:平衡力F=小臂自重+气缸自重+操控部分重量。

地址:江苏省盐城市亭湖区新园路95号1号

微信公众号



