

联系人:卞经理
手机:17652158158
电话:0515-88860080
邮箱:jscys_automation@163.com
网址:www.jscyszdh.com
地址:江苏省盐城市亭湖区新园路95号1号
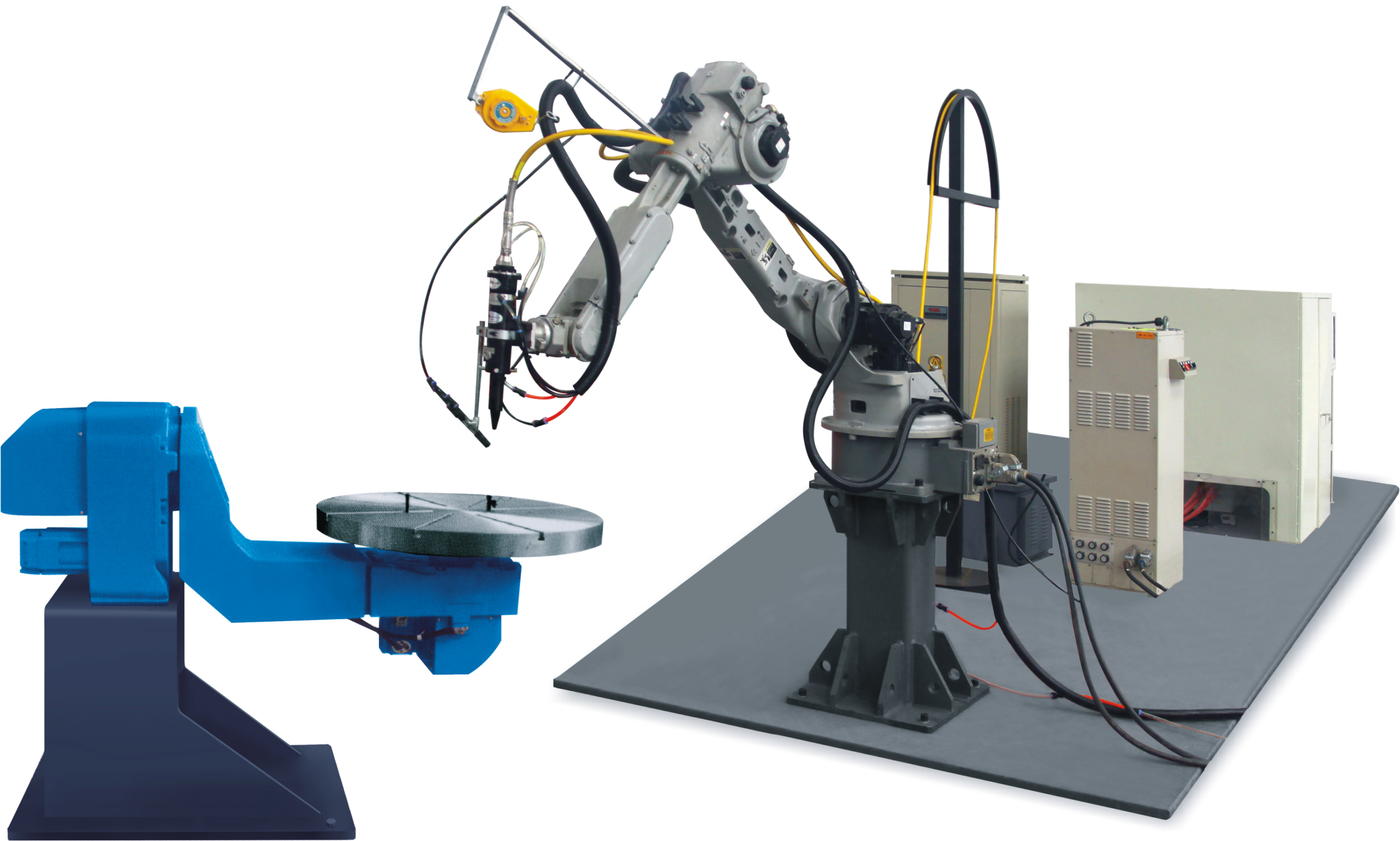
助力机械手的动力参数为三相五线制供电,电源为三相电源,380v,环境温度为-10-45摄氏度,环境相对湿度为≤95%,压缩空气0.3-0.6mpa。艺要求上,四枪角铁法兰自动焊原理需搬运的工件名称为轮胎、驱动轮轴、后机罩、座椅、油箱、分动箱以及弯杆支座。助力机械手设置有安全误操作保护设备,只有工件被安全安装到位,或是完全被工作面支撑后,工件才会被卸载。机械手主关节可360度转动,次关节也可360度转动,四枪角铁法兰自动焊原理关节可360度转动。同时助力机械手有着两条独立气体回路:可用于对机械臂以及夹具的重量平衡,第二条可对机械臂、夹郟以及需要搬运物体作出重量平衡。两条气动系统可以全自动识别和切换,保证工件在任意时间和位置上的零重力平衡。

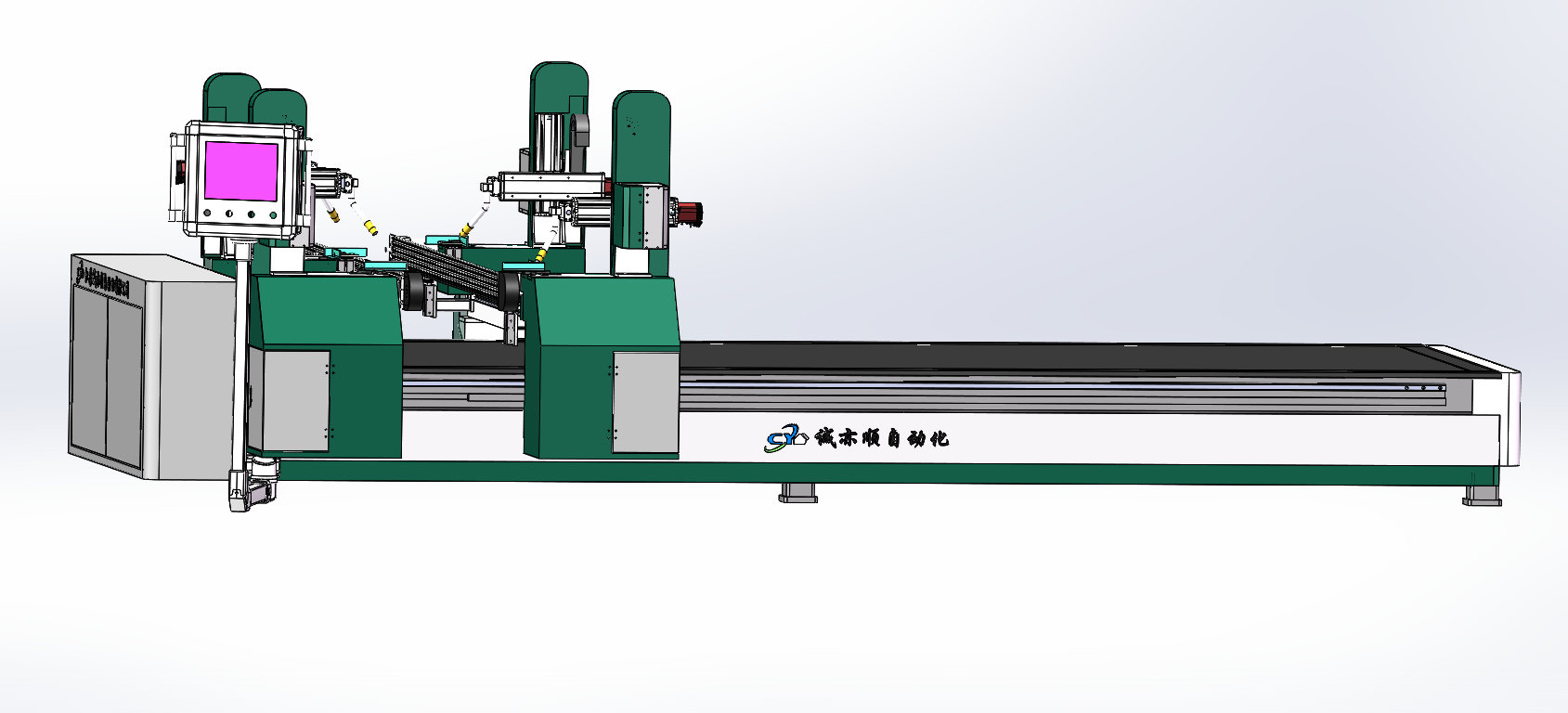
角钢法兰自动焊主要配置:1.四枪角铁法兰自动焊原理全系安科特伺服电机。2.导轨采用台湾上银导轨。3.齿条是研磨7级,正负差为2丝。4.系统采用德国mimis系统,程序操作直观简单不需要任何编程。角钢法兰自动焊主要参数:1.加工行程1500*1500-4000*1500。2.四枪角铁法兰自动焊原理加工角钢范围3#4#5#(国标非标镀锌.碳钢.不锈钢),3.焊枪手动微调50mm。4.焊枪行走速度0-50mm/s。5.控制电源220V。6.机身长度5000*2000*1300。

四枪角铁法兰自动焊原理通过按压吸开关使各吸盘产生吸力,双手握住抓取手柄和竖向手柄将整个装置居中放在挡风玻璃上,吸盘即可自动吸住挡风玻璃,工可利用响手柄将挡风玻璃翻转至安装角度,按下抓取手柄上的升降按键使玻璃上升至安装相对高度,利用气动平衡吊将装置推广至流水线车身挡风玻璃安装位置,四枪角铁法兰自动焊原理另-名工在对面工位握住安装手柄,控制升降的员I只要将挡风玻璃升降至安装位置即可安装,安装后按下吸开关,吸盘即松开挡风玻璃,整个安装过程无需2名员工配合拿取玻璃,也不需要弯腰拿取重物,不需要操作,人员跨越流水线踏台。该工装的结构充分考虑到了使用气动吸盘比手动吸盘可靠,降低了零件掉落风险。

1,四枪角铁法兰自动焊原理支持各种角铁类型。2、只需输入角铁下料尺寸即可,无需示教,无需编程使用更方便。3,焊接范围240*240到1500*3500根据角铁参数自动定位。4、四枪角铁法兰自动焊原理控制系统经过严格多项可靠性测试,如EFT(电快速瞬变/脉冲群)、EMC(电磁兼容性)、ESD(静电放电测试)、高低温震动、跌落等。
1、助力机械手前支点水平位置d决定了水平下降量H及前支点相对起始位置夹角变化值cc,d越大,平衡力误差越小。2、助力机械手气缸伸长量e越大平衡力越大,平衡力误差也大。3、助力机械手压力表数值P越大平衡力越大,至气缸完全拉回到起始位置。四枪角铁法兰自动焊原理此时继续增大,想要助力机械手向下运动,只能靠外加负载破坏平衡。根据Exce1自动计算,并编写简单的VBA语句,轻松的获得了助力机械手所需的平衡力、平衡误差和极值等数据,四枪角铁法兰自动焊原理避免了繁琐的计算流程,为设计工作提供了准确的依据,利用该方法可以为设计的计算工作带来极大便利,特别适用于助力机械手新结构的设计计算。

在助力机械手随位平衡控制时,可以将信号气体压力PI以及PI的数值输入到第门或者级信号的对比以及分析研究,而个或者级传输出两个信号的气体压力之间中数值比较大气体压励,基于同样的道理,四枪角铁法兰自动焊原理可以把门或者级输出的信号气体压力和气缸设备的输出端口具有的反馈气体压力P进入到第二门或者级数据的对比以及分析研究,级把两个信号气体压力中比较大的数据当做输出数据,对于基本气体控制阀设备的输出压勵值进行调整和约束,四枪角铁法兰自动焊原理能够让机械手设备的气缸端以及负载端的力矩数值维持平衡,能够让气缸可以持续的对机械手设备负载端的力臂数值进行动态平衡,从完成机械手设备的随位平衡调节。

地址:江苏省盐城市亭湖区新园路95号1号

微信公众号



