

联系人:卞经理
手机:17652158158
电话:0515-88860080
邮箱:jscys_automation@163.com
网址:www.jscyszdh.com
地址:江苏省盐城市亭湖区新园路95号1号

角铁法兰自动焊原理为使系统的输出达到额定值,气源压力至少为5bar。较大固态颗粒尺寸小于5um,较大颗粒密度为5mg/m3,较大压勵露为-20(C),较大含油浓度1mg/m3。特别提醒气源应该清理、去除水分和湿气。警惕压缩空气的清理问题导致设备故障,尤其是新建立的工厂或新建立的压缩空气供应站点,角铁法兰自动焊原理由于系统或管道处于未启用或刚启用的状态,会使压缩空气中存在较多的杂质,所以应为助力机械手压缩成空供应站点提供多级清理过滤,并保持一定时间的空放状态以便杂质清除。

一、给出的時间应超过电动式和液压机构件的实行時间;二、角铁法兰自动焊原理伸缩运动的速度要大于回转运动的速度,因为回转运动的惯性一般大于伸缩运动的惯性。在满足工作拍节要求的条件下,应尽量选取较底的运动速度。助力机械手的运动速度与臂力、行程、驱动方式、缓冲方式、定位方式都有很大关系,角铁法兰自动焊原理应根据具体情况加以确定;三、在工作时间短、动作多的情况下,往往同时进行多种动作,因此驱动系统应采取相应措施,保证动作的同步。

液压上料机械手要完成整个上料过程,需完成夹紧工件、手臂升降、伸缩、回转,角铁法兰自动焊原理平移等一系列的动作,这些动作都应该在工作拍节规定的时间内完成,具体时间的分配取决于很多因素,角铁法兰自动焊原理根据各种因素反复考虑,对分配的方案进行比较,才能确定。
角铁法兰自动焊原理汽车前档风琉璃安装气动助力机械手整个系统由性能高单片机、功率放大模块、通信模块、滤波电路模块等组成。中,性能高单片机主要负责控制算法的计算,功率放大模块实现PWM信号的放大及电机的过流保护,角铁法兰自动焊原理滤波放大电路模块实现对末端操作器和压力传感器信号的处理,通信模块负责与上位机进行通信。特别提醒气源应该清洁、去除水分和湿气。警惕压缩空气的清洁问题导致设备常见故障,尤其是新建立的工厂或新建立的压缩空气供应站点,于系统或管道处于启或刚启用的状态,会使压缩空气中存在较多的杂质,所以应提供多级清洁过虑,并保持一定时间的空放状态以便杂质清除。

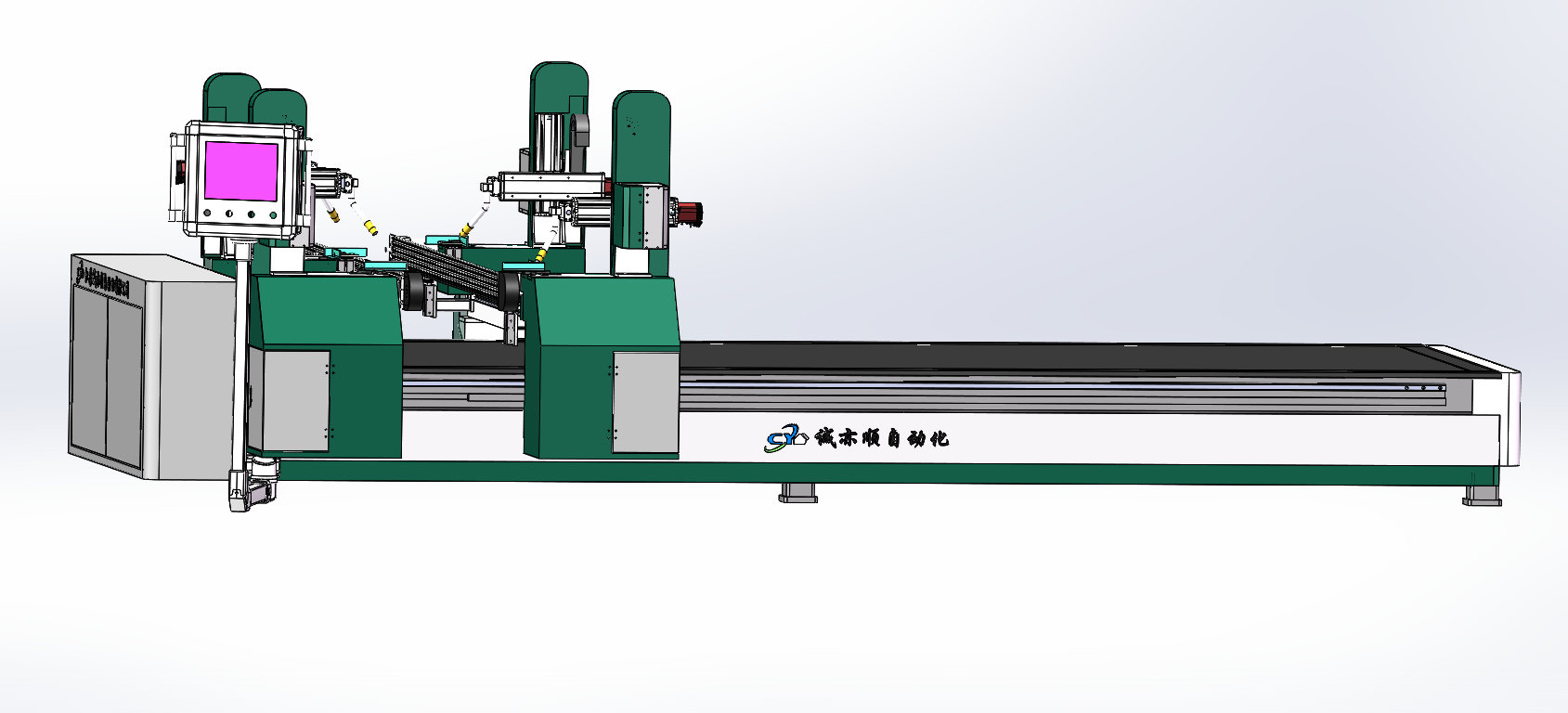
1,角铁法兰自动焊原理支持各种角铁类型。2、只需输入角铁下料尺寸即可,无需示教,无需编程使用更方便。3,焊接范围240*240到1500*3500根据角铁参数自动定位。4、角铁法兰自动焊原理控制系统经过严格多项可靠性测试,如EFT(电快速瞬变/脉冲群)、EMC(电磁兼容性)、ESD(静电放电测试)、高低温震动、跌落等。

助力机械手角度传感器主要的组成:角度传感器外壳、旋转编码器、转动臂、摇臂和钢丝绳导向装置。当助力机械手钢丝绳的沿绳方向和竖直方向产生角度时,角铁法兰自动焊原理吊丝导向装置将偏角传递给摇臂,摇臂带动与旋转编码器同轴安装在壳体上的转动臂。旋转编码器将测量的角度值信号传送给上位机,角铁法兰自动焊原理上位机通过具体的控制算法,发送相应的驱动信号给下位机,下位机将驱动电压输送给助力机械手跟随系统的驱动装置,从而实现跟随小车随操作者对物料的活动而活动。

地址:江苏省盐城市亭湖区新园路95号1号

微信公众号



