

联系人:卞经理
手机:17652158158
电话:0515-88860080
邮箱:jscys_automation@163.com
网址:www.jscyszdh.com
地址:江苏省盐城市亭湖区新园路95号1号

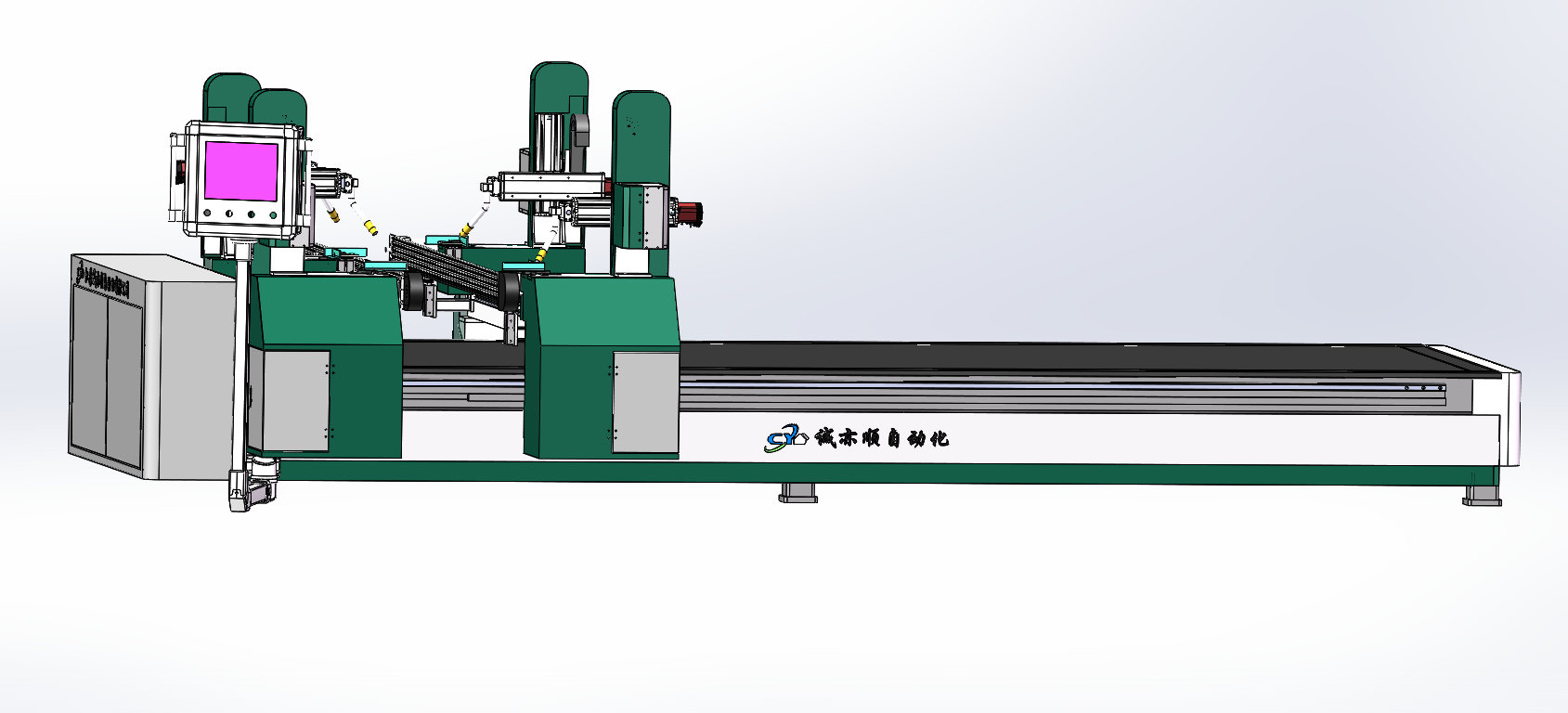
法兰自动焊原理控制气路图设计。反馈控制气路含有气源处理、负载选择、信号反馈处理3个模块。气源处理包括从厂吲气,过滤器过滤处理和调压器调制压力,将清洁、干燥、稳定的压缩空气输入到空负载选择模块和标准气缸。负载选择模块包括空载气控平衡阀、负载气控平衡阀、负载切换开关、法兰自动焊原理气控方向阀和或门组成,将机械手是否带负载的信号输入给信反馈处理模块。信号反馈处理模块包括标准气缸、或门、气控阀组成,将标准气缸的反w=12/s馈压力信号与空负载信号的逻辑或i]信号输入给主气控阀,使标准气缸的输入励与输出达到平衡。

法兰自动焊原理一、安全阀单元。监控机械臂的运动速度、防止在错误指令发出或意外发生后机械臂快速上升或下降伤人。二、断气保护。确保机械手断气不会发生意外伤人,操作可持续1到2个工作循环。三、法兰自动焊原理制动器单元。制动器位于连接关节处,以防止机械手旋转和松脱,也可使得操作者容易控制工件、即机械手和夹具可停在任意位置;制动器由装在夹具上的按钮控制,当操作者按下控制按钮后,机械手处于锁紧状态;制动器也可于工作结束后停放机械手;处于制动状态时,机械手所有按钮不起作用,防止外伤害发生。
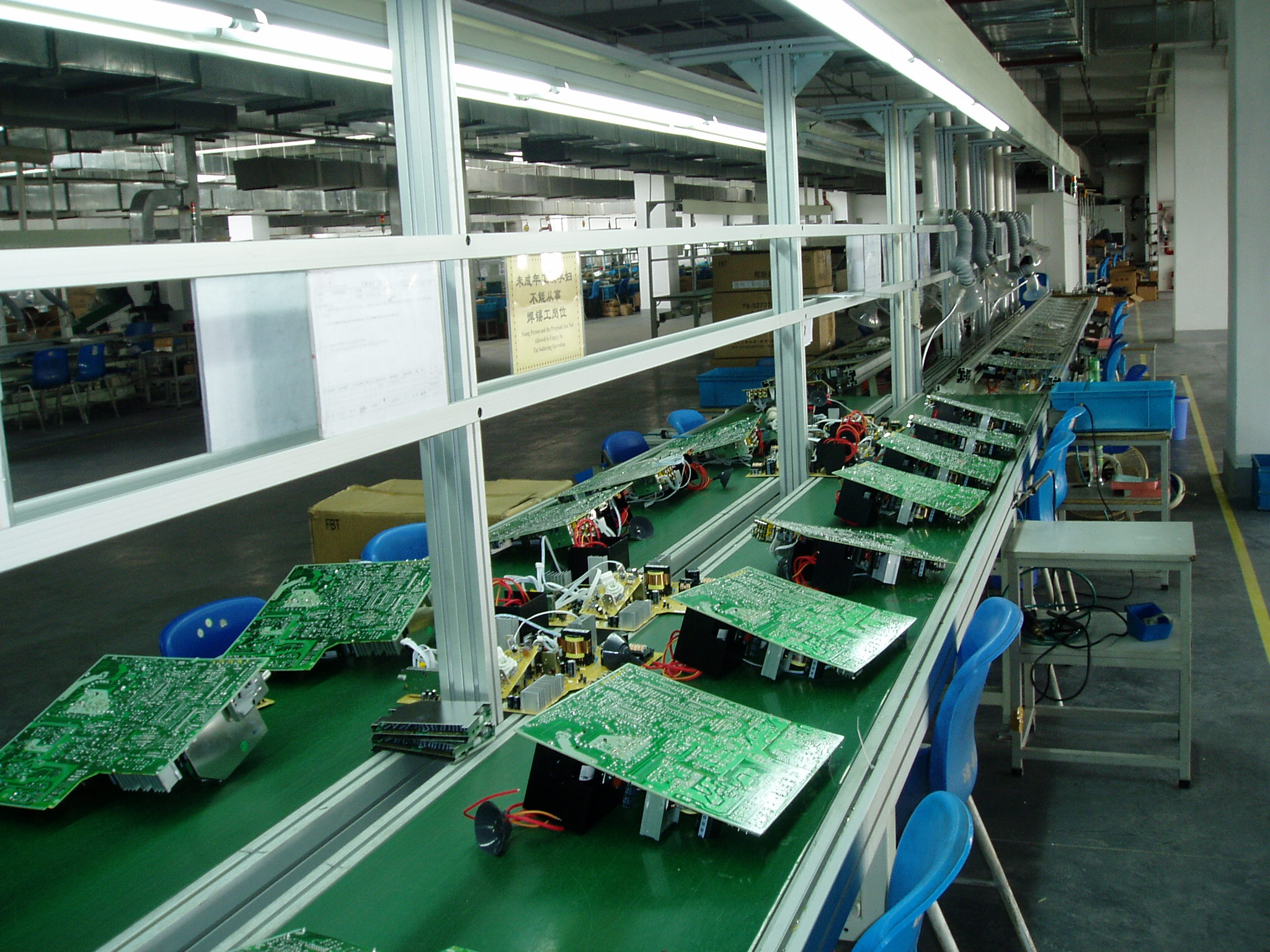
法兰自动焊原理在实际的自动化流水线生产中,驱动机器人的电机,常常被供以低水平的速率控制环路,这种环路需要预先设定的角速度作为参考输入,并且稳定电机的角速度到这个值上。如果这个调节环路非常有效,那么自动化流水线设备设定速率值和实际速率之间的差将会很小,法兰自动焊原理即使是在设定速率值和电机的负载连续变化的时候(至少在一定范围内)。也可以相反过来让我们把设定速率看做一个自由控制变量,很多工业上应用的机械手臂的配套控制器都是基于这一原理。

助力机械手是在自动化设备的基础上,专门为实现制造业生产自动化技术无人生产而研发的省力设备,法兰自动焊原理其可以取代人工在各个工位上进行物料冲压、搬运、上下料等工作,整条生产线效率提高可达50%以上。助力机械手对于冲压、搬运等重复性、危险性、高节拍的加工行业,法兰自动焊原理可以有效的节约人力和劳动成本,提高人工及设备安全性,提升产能、产品品质、工艺稳定性等,是现代化工业化“开拓创新”的重要智能体现,在不同领域的得到广泛的应用。

一、法兰自动焊原理在装卸之前,-定要检查水和油是否进入电气控制箱。如果电器受潮,不要打开气动助力机械手,检查电源电压是否符合要求,前后安全门开关是否正常。二、确认电机的旋转方向一致后,接通辅助气动机器人的电源。三、法兰自动焊原理当气动助力机械手需要拆卸时,关闭气动助力机械手的电源,关闭气动助力机械手的气压源。四、排空空气压力。松开并拉动圆筒固定板的固定螺丝,移动手臂,移动缓冲座靠近手臂五、拧紧拔出气缸的固定板,防止气动助力机械手操纵器移动。锁定旋转安全螺钉,使气动助力机械手不能旋转等。
总装线辅助机器人设计要求操作简单,投入成本低,车型兼容性好,有利于持续改进动的开展。目前,前挡风玻璃装配由于工艺设计需要,法兰自动焊原理通过操作工使用人工手拿吸盘配合装配,用手吸盘吸紧力不足,前挡风玻璃是大的材料,右侧的员工需要踏台到车身左侧去与另一名员工配合取料装配,行走过程存在步行时间浪费与安全隐患。法兰自动焊原理现场这种装配方式的劳动强度大,不利于现场装配效率的提高。通过我司研究参照各知名企业的助力机械手进行设计,提升了员工的装配效率,降低了员工的劳动强度,提高了现场装配工艺装备需要,符合汽车装配工艺装备使用要求。

地址:江苏省盐城市亭湖区新园路95号1号

微信公众号



